
.
.
.
.


.INTRO:
Well, before I get to the subject of this article, let me clarify that this would probably not get written if ‘this danged COVID thing’ had not hit the world and curtailed normal activities. Living north of the US border, the possible 3 months closure is now barring access to the 3 things most dear to me at my age; ‘Magic’ my W17, my piano, and most of my friends. On the other hand, I am still healthy and active, so very grateful for that big plus.
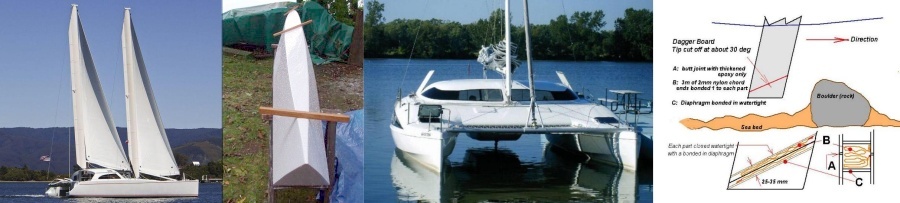
So what to do for 3 months? Never being very happy when ‘just wasting time’, I was considering digging into a half-written manuscript about ‘Learning the Cello as an Adult’ when I was contacted by a Canadian adventurer (and now revered paramedic) who wanted a new boat to replace his 18ft beach cat for the 300 mile Watertribe Everglades Challenge down the Florida Coast, with a possible long-shot entry in the 750 mile Race to Alaska (R2AK) in 2023. As I had already given the latter some thought (thinking more of my W22), I was intrigued. When the potential builder sent me his SOR (Statement of Requirements), it was apparent that not only was ‘easy beaching’ a need but that he also wanted to compete in the Under-20ft class, making an enlarged and modified W17 a better fit. So despite knowing that my eyes were fading on me, the challenge was interesting enough to get me started and as I write, I am pleased to report that the design spiral is complete and half the building plans are about ready for scanning. [Added Aug 2020: The 12 sheets of plans were completed in July, but the Build Manual will be created only parallel to the construction of the prototype .... now underway]
As the ‘clean, light and simple’ ABC-System of building will be used, one detail I am pleased to share is how I create the centerboard logs (as for the W22) as this boat will have a centerboard rather than a pivoting daggerboard, so that the space above it can be used for the single berth that the SOR demands. (More about the W19 will be issued later after the plans are complete but here is the Defining SOR I am working to).
So the design of this new ‘W19’ is becoming part of what I might well call ‘my COVID Series‘ ;) Still, let’s hope this ends soon.
.
CENTERBOARD CASES and BOARDS
While a centerboard case is a simple box with solid ‘logs’ at the base to connect to the hull, plus some sort of brace to keep it vertical (a thwart, bulkhead or horizontal deck), it’s important to consider the main loads it must deal with. I see mainly 3. First, the pivot bolt assembly has to take the kick-back from the board hitting something, Then there’s the side load on the case at the upper part of the board, due to the load of resisting leeway (or standing on the board when capsized;) and finally, the vertical load from the boat sitting on its keel when left to dry out, perhaps even on a rocky shelf … aggravated by the long, open slot. The first two require that the case be reinforced on the side from keel to top, (roughly from the pivot point back say 2-300 mm) plus the previously mentioned athwartship brace to keep it vertical.
However, it’s the CB Log … the strong member at the keel required to spread the load, retain the slot and resist local damage, that can be improved, to give a longer boat life and less maintenance. As a CB case is typically at the lowest point of rocker in the keel where bilge water can collect, a raised and resistant connection to the keel will almost certainly increase the life of the boat. So for your own CB case design, consider how you will handle these challenges, but read on to see my 2008 approach for the W22 and now again for this W19.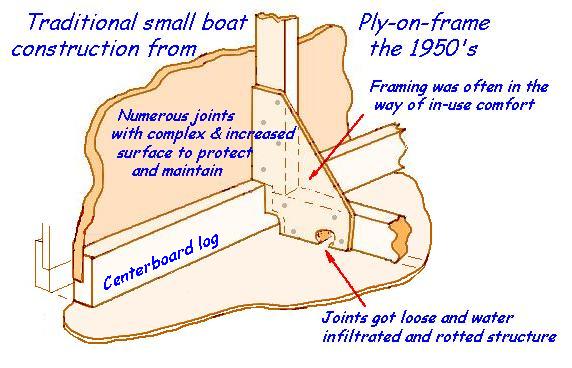
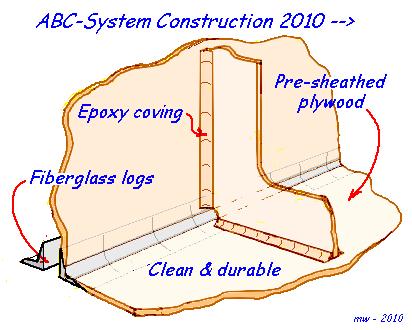
Back in the 50’s, before resins like epoxy, framing was done all in wood and then coated with a preservative or paint. Even today, some designers/builders still use this outdated construction method but I see many disadvantages and boat life will almost certainly be affected. There are still a few amateur builders who believe that you can preserve this cluttered structure as long as you splash several coats of epoxy over everything. This is so far from the truth. I have seen poor frame structure with 3-4 full coats of epoxy brushed over it, become soggy and rotten to the point of having to take a chainsaw to it in just 10 years! While epoxy IS waterproof, if the ‘membrane’ it creates is not totally free of holes or cracks, water gets in behind it and then never dries out .., with the worse possible result. And with all the joints that the old framing system has, gaps and holes are almost guaranteed. So if still building with old style framing, you’re actually better off with a preservative and good ventilation than epoxy. But today, there are ways to avoid most traditional framing and the ABC System is one clean way to do that if the boat design is otherwise suitable. One worthwhile part of such simplicity is to create your centerboard logs in fiberglass and here is how I suggest to do it.. Yes, this will take you 4-5 hours longer than making conventional wood logs but could give you a decade or more boat life. Your choice.
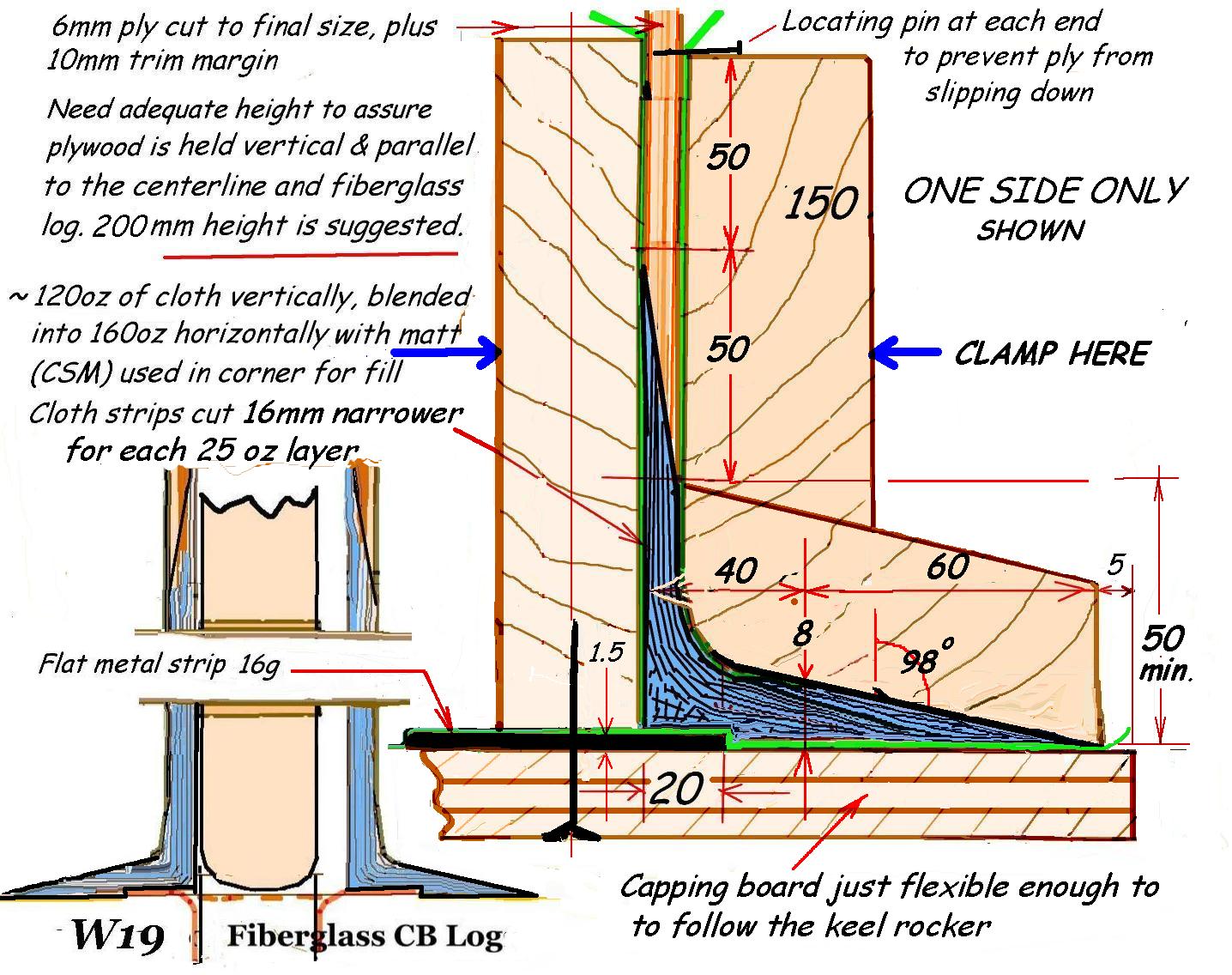
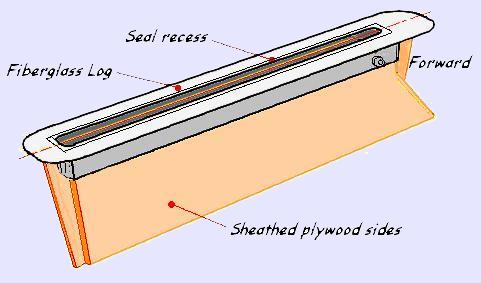
 Here is what we are aiming to produce. A molded ‘angle-bar’ that has exterior tapered flanges so that the adjoining plywood can be effectively scarfed to this tough, fiberglass angle to make the 90 degree joint as clean, tough and waterproof as needed. See sketch at left. A particularly attractive bonus is that a recess can easily be included to accommodate a seal on each side. More on this later.
Here is what we are aiming to produce. A molded ‘angle-bar’ that has exterior tapered flanges so that the adjoining plywood can be effectively scarfed to this tough, fiberglass angle to make the 90 degree joint as clean, tough and waterproof as needed. See sketch at left. A particularly attractive bonus is that a recess can easily be included to accommodate a seal on each side. More on this later.
Ideally, this fiberglass angle should be on the outside of the adjoining plywood to give most protection but that only works if the case can be fitted into the hull from the exterior. In this case, the center girder has been designed to receive such a case, with the final connection to the girders fore and aft, being made after the hull is rolled over.
From here on I am going to include part of the Chapter on this subject, destined for the W19 Build Manual. However, although this is specific to a new boat, the thoughts and principles may be useful to other designer/builders.
It will not only save me re-writing it but will also give the reader a sense of the detail that my Manuals typically address for anything new or remotely challenging. Experience has shown me areas where some may go wrong, so I try to get the critical points across as one proceeds. Some may find it too much, but others appreciate to understand the details and potential pitfalls before they get their hands too goey ;)
TASK# xxx
Although the ‘FG angles’ will be straight in Plan View, they must be built to follow the rocker of the keel in Profile. For many boats, there will also be a slight ‘rise of floor’ to each side (as on the W22), but as the W19 bottom is flat, this added consideration will not be needed this time.
First you need to create a board with one edge exactly matching your keel rocker, and typically, your boat plans should give you the offsets for this at each Station, measured down from a Datum-WL. A capping board will then be screwed under this Keel-Profile Template (KPT), with enough flexibility to follow the curvature...varying from say a 12mm ply for an almost flat keel to say 6mm ply for a keel with significant rocker.
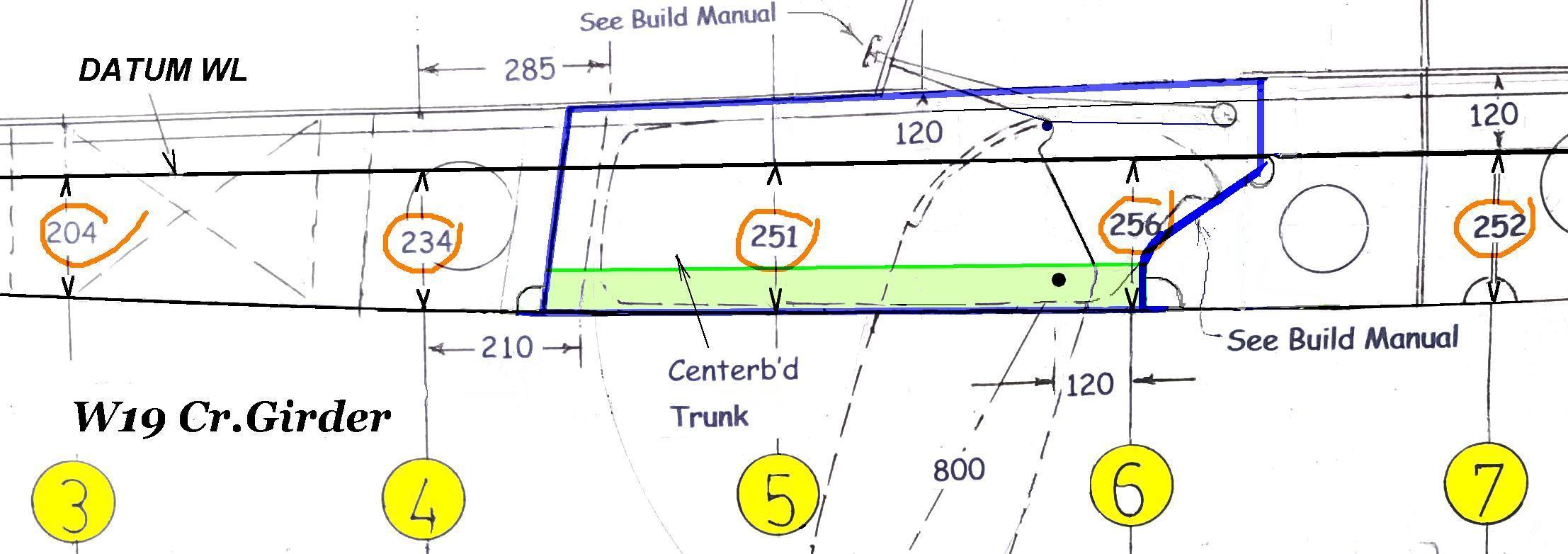
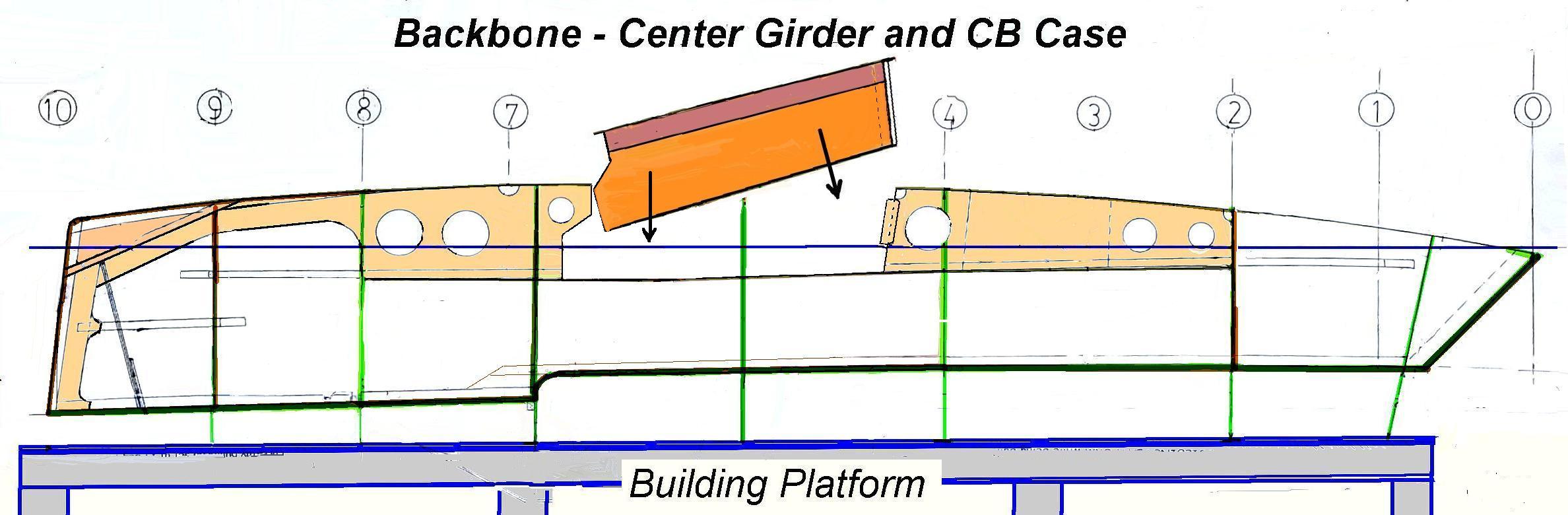
For this example, here is the relevant part of the W19 CenterGirder Dwg where the final case is outlined in Blue and the FG Log to be molded, is shown in Green. As the depths given from the straight-line Datum-WL are greater than needed for the Keel Template, you can remove a constant figure from each of the 5 depths circled in RED …. so I’d suggest to deduct 100mm in this case to make your KPT. Stations are spaced 600mm in this case and are square to the Datum WL. While we finally only need the KPT from Station 4 to 6.1/2, it will still be more accurate to plot from 3 to 7. Mark the ends, FORE and AFT, so that the template does not get used backwards!
 |
In passing, you may wonder about the nose shape of the case. When the board is down, it needs a part above the pivot to reach as high within the case as possible for a strong support to keep it vertical. But went pivoted up, this part will now go forward of the pivot. Sometimes the case is just made longer and rectangular to accommodate this but there are a several negatives to that. First, this would increase the flooded volume of the case which effectively is lost buoyancy. Second, it would make this FG Log about 200mm longer and thirdly, it creates a part of the box that is very inaccessible as sand etc. can be washed in there and as there is no slot below it, would not easily be washed out. This could then become a rot-spot in the future. Much better is to build in the nose as shown, as this provides a slope to drain and wash out the case (or trunk as some call it), keeps the FG Log as short as possible, and nicely accommodates the upper part of the board when pivoted up.
To mold your FG Logs, your profiled KPT will become the center of a sandwich, with two outer wood blocks eventually being clamped to compress the fiberglass layers. This KPT board needs to be thick enough for the base capboard to screw into it and stay securely at 90 deg. … see below.
The wood blocks should be made about 150mm longer than ‘Case lengths’ and of substantial section, to be later clamped in place to compress the thick fiberglass lay-up in order to create the Log angle-form. It’s suggested these are made up of two pieces each, set at 98 deg to each other. As their bottom edge must match that of the KPT, one should use the bottom edge of the KPT to trace this profile on to the outer edge of the clamp-blocks. Then plane that curve so that it perfectly matches that of the capping board, before planing in the 8 deg of bevel. Once the two parts are bonded, round off the inside corner with a generous radius of 20-22mm.
Because the bottom is transversally flat over the whole length of the CB case, the 8deg. bevel will stay constant, making this ‘jig’ relatively simple. The underside Capping Board is screwed exactly square to the KPT to create a large inverted ‘T’, so that one fiberglass angle can be created on each side. Although the KPT does not really need to be more than 19mm thick, it does need to be flat & smooth, so a layer (or two) of flakeboard with a melamine surface (as sold for counter tops) could work.
 A release film will be required between the fiberglass and the jig on both sides, be that a polythene, kitchen wrap or waxed paper. If using the latter, buy high quality paper and then place the side with the most wax towards the wet layout or it will not peel off so easily.
A release film will be required between the fiberglass and the jig on both sides, be that a polythene, kitchen wrap or waxed paper. If using the latter, buy high quality paper and then place the side with the most wax towards the wet layout or it will not peel off so easily.
The vertical ply can be the actual piece needed for the case (roughly 320 deep in this case) as you will be able to clamp the assembly up from the underside, with six - 6” clamps, assuming you mold each Log separately.
Draw a pencil line on that vertical ply that’s 100mm up from the fine tip of the scarph, and tap in a nail about 200mm from each end, right on that line. When in the correct position, those 2 pins will lay on the top of the big block so that the scarf will be at the right position, parallel to the base, and the plywood cannot accidentally slip down.
To build up about 1mm of FG takes ‘about’ 20oz of cloth, so plan on 120oz for the vertical sides and 160oz for the bottom (8mm), using progressively narrower strips each one about 6-8mm offset down the vertical side. To check this offset, do a dry run compression first (no resin), to see how this works out with the cloth you are using. A mix of straight tapes and biaxial cloths are best for this job, with some CSM (chopped matt) filling out the corner with one final layer of regular boat cloth before positioning the L-shaped wood clamp-block. The resin will only add about 0.5 to 1mm to the total thickness when well compressed, so without the resin you should have about 5mm and 7mm total dry glass for the vertical and horizontal flanges respectively. While it’s nice to do both sides at the same time, this would require 5-6 12” G-clamps. Only 6” clamps should be needed if each side is done separately, but clamp with care or you can pull the 6mm plywood out of fair line. Make sure that the substantial angle clamping blocks are nice and straight.
Plan on making these Logs to exceed the case length by about 60mm at each end. Once cured and hard, cut off the vertical flange flush with the case end. Later, after making sure all the interior epoxy casework is finished, temporarily clamp the two sides to a small piece (about 100mm wide) of the 6mm center girder material, with a filling piece of 13mm thick on each side of the 6mm girder, as 13+6+13 adds up to the 32+mm space you are aiming for between the case sides to accommodate a 30mm centerboard.
 This sketch shows roughly how the case will look at this stage.
This sketch shows roughly how the case will look at this stage.
When complete, the case will have the FG logs fully integrated and will have a small piece of 6mm ply sticking out about 10mm both to the front & rear that is there to slip between two small. temporary strips of plywood ‘hot-glued’ to the existing girder, so that the case is perfectly aligned with the center girder. The case should have a trial pre-fit between the girders before the hull planking is done, so that you can visually see it will fit correctly when later slipping in the case 'rather blind'. (But you might even consider an access hole in the Build Platform, so that you can sneak a look from under while the glue is still soft There will be more on this in the final Build Manual).
The slot in the bottom plywood will be about 110mm wide and once cut, the case can be lowered in front-first and the line of the outer feather edge of the FG Logs transferred to the bottom plywood, so defining the outer limit of the tapered scarf to be ground into the bottom ply. Then remove the case and as a guide, make careful saw-cuts about every 70mm along each side of the slot, and then grind down around the slot until the case can be fully lowered, with the FG logs totally flush with the bottom ply. If they are too high, more grinding of the plywood scarf will be needed, but if you grind out too much, a thin layer of chopped strand matt (CSM) can be slipped under to regain the right height. Once the main hull is turned right-side-up, another FG cloth tape will be added over the scarfs each side.
 |
Further checks and tips will be in the final Build Manual.
CENTERBOARDS
While a nicely working centerboard is a joy and relief to have on a boat, they are hard to find. There are frequently problems with boards jamming, control lines being hard to operate, or seals or even boards themselves breaking. So access and easy removal is important. The W19 has a removable panel to check the control lines and the main hull can safely be inclined about 45 degrees on the trailer to access the underside seals etc. In addition, the pivot pin can readily be removed … see below.
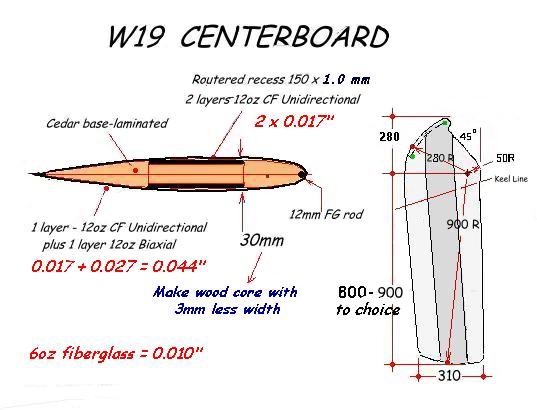 As far as the board itself is concerned, I personally never use foam as a core as I’ve just seen and heard of too many that snapped. As I look for near neutral buoyancy for easier up/down control, the core needs to be heavier than what foam offers anyway. So I like to build with cedar which is a pleasure to shape and easy to sheath. So here is the board designed for the W19 and it follows the same basic CF-reinforced design as the W22 and the W17 daggerboard. By building the board with 3 planks, the center one of which is 150 mm wide and 25mm thick, one can save the side routing for the Unidirectional carbon fiber, as well as the time and wood wastage. Just support this 25mm central plank on a few 1mm popsicle sticks when gluing up, to keep it floating on the same centerline as the 27mm side pieces.
As far as the board itself is concerned, I personally never use foam as a core as I’ve just seen and heard of too many that snapped. As I look for near neutral buoyancy for easier up/down control, the core needs to be heavier than what foam offers anyway. So I like to build with cedar which is a pleasure to shape and easy to sheath. So here is the board designed for the W19 and it follows the same basic CF-reinforced design as the W22 and the W17 daggerboard. By building the board with 3 planks, the center one of which is 150 mm wide and 25mm thick, one can save the side routing for the Unidirectional carbon fiber, as well as the time and wood wastage. Just support this 25mm central plank on a few 1mm popsicle sticks when gluing up, to keep it floating on the same centerline as the 27mm side pieces.
After laying in the UNI-CF, plane and sand down the aerofoil to be flush with the CF and add fairing compound for the final two layers. Keep it closely faired as you proceed, to reduce the risk of grinding off any carbon fiber at the final sanding.
I generally lay some CF tows directly up the rear edge and also drop a 12mm FG rod into the nose for impact resistance, prior to the final sheathings. Cedar is too soft without it.
I am using the same pivot bolt system as on the W22, with a floating pin or heavy-duty tube between two PVC pipe couplings, each sealed with a screwed cap. These seal perfectly and also put no side pressure on the case side. I line the hole in the board also with a PVC tube that is epoxied in place, so that the interior wood is not exposed to any water.
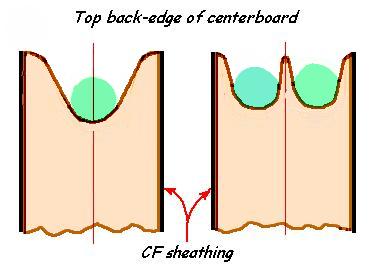
One way to help with the control line routing is to pull the board up from a point farther back from the nose. This requires that the top back-edge radius is cut with at least one (sometimes two) channels to house the control lines. If this is cut fairly deep and the upper part of the board is a reasonably close fit in the case, this rope will fall back in the groove each time, especially if a habit is developed to take up the slack when the board is accidentally kicked up. The top edge section might then look like this. Fairly easy to do on a cedar board and all it will need is 3-4 coats of epoxy on that edge prior to painting. Cut the edges with a small hand saw. file out the grooves with a coarse 3/8" rat-tail file and finish with sandpaper around a piece of wood with a rounded-off Vee'd edge. All fun work with a good attitude ;)
"New articles, comments and references will be added periodically as new questions are answered and other info comes in relative to this subject, so you're invited to revisit and participate." —webmaster
"See the Copyright Information & Legal Disclaimer page for copyright info and use of ANY part of this text or article"