





Introduction to Vacuum Bagging and Resin Infusion (2010)
See also, update note (2019) below.
Vacuum-Bagging
This is a process of completely enclosing and sealing a panel being built and bonded within a plastic bag and then extracting most of the air, so that exterior atmospheric pressure can be put to work to squeeze the surfaces more tightly together for better bonding. Many modern constructions system will benefit from being cured while under this naturally available compressive force. If we can squeeze out excess resin and improve the fiber/resin ratio, we'll get a lighter, stronger part.
Very simply, if we wrap any uncured lamination in airtight plastic and remove all the air from inside, the natural atmospheric pressure will compress our work and compact the lamination.
Note: Atmospheric Pressure can vary from about 5 psi at the top of Mt Everest to approx. 15.5 psi near the Dead Sea, so you may wish to note your elevation if for some reason you need a precise figure. At sea level it's considered to be 14.7 psi but even that can vary slightly with the weather.
Simple as vacuum bagging can be, there are still some things to take care of.
First of all, getting a perfect vacuum (0 psi) would not be very easy, but happily it's not necessary either. The important thing is to provide some means for the suction to reach all areas and then maintain adequate vacuum over the curing period. For wet lay-up laminations, the resulting pressure will of course squeeze out a lot of excess resin and that's a good thing, as long as we provide some way to wick this surplus away. So if we are working on an open lamination, before sealing our work with plastic we need to consider the following:
- Add a material to absorb the excess resin
- Add something to prevent it from bonding to the laminate
- Add some means of allowing the vacuum to reach everywhere
- Provide a good airtight base to seal the plastic bag to
- Provide a means for sufficient vacuum—a means that will not overheat or fail before the cure is complete.
The sketch below shows a small set-up with various added layers to serve these purposes (Using vacuum bagging to compress foam bonded to a skin or simply to compress plywood together, does not require any material to absorb extra resin, as the resin is then between two dry exterior surfaces.).

Small but powerful vacuum pumps are available that permit by-pass surplus capacity and stay acceptably cool. In 2008, they sold for about $300. Most large or commercial set-ups are wisely made with two pumps, so that one is always there as a back up, as a failure of this pump would quite possibly totally scrap the laminate being created. Central-vac motors also work well - see below.
 If the job is small enough, less sophisticated set-ups have been made to work. At the very lowest end, this has included the use of even a hand vacuum pump with gauge, as used in garages to test automobile vacuum systems!
If the job is small enough, less sophisticated set-ups have been made to work. At the very lowest end, this has included the use of even a hand vacuum pump with gauge, as used in garages to test automobile vacuum systems!
OK, for small model-plane parts perhaps but the minimum set up for say a vacuum-bagged rudder blade or centerboard laminate might be with a Shop-Vac and this sketch shows such a set-up.
An important issue to consider is: 'How is your vacuum motor cooled?' If the suction air passing through it cools the motor, then it will not be smart to shut off all airflow. If it's cooled by a separate airflow, exterior to the suction area, then it will only be important to run the machine in a cool place. Either way, you need to be aware that most vacuums have an auto shut-off if they overheat and you don't want that triggered before your resin has set off!
While all the materials noted are readily available from dedicated suppliers, one-time or small-scale fabricators often make do with cheaper substitutes such as using pieces of old rope or bubble pack to replace the bleeder-breather material. Provided the base surface is clean and smooth, double-sided tape (as used to seal plastic windows) and duct tape seem to work fine to seal things down—keeping in mind that sealing a vacuum is easier than sealing against pressure.
The plastic should NOT be pulled tight over the part or it will not lie into every corner. In fact, it's a good idea to build in some folds while taping down, in order to make sure there is enough sheeting to be sucked into every crevice etc. Experience shows that it's often best not to seal everything down until the bulk of the air has been expelled and the plastic is starting to really bed-down against the laminate. Once at that point, the final sealing is completed and the long wait is on while you hope the vacuum keeps running until the part is cured. A good leak detector is generally required though some manage with a simple hose or stethoscope type device to listen for unwanted airflow.
Boat molds for vacuum bagging (and even more so for resin-infusion - see later) require a good rim around the edge, to provide a space for taping down the bag. For resin-infusion, that rim also provides place for a vacuum line and resin stop. Otherwise, the mold will be about the same as for non-bagged hand layup.
When the resin has been squeezed out, it's generally OK to ease up on the vacuum pressure a little, so permitting a little air to by-pass if needed to cool the motor. That will depend on your motor type though, as noted above, but regardless, somewhat less vacuum will be required while it's curing then when pulling resin.
Special release films (peel-ply) are commonly placed directly against a wet laminate in order to act as a release film and to give a specific surface to it. Enough of this material must also be left in tight corners to be sure it's not pulled away under vacuum or you may find you're well stuck down. Perhaps even better, is to lay down separate, overlapping pieces. This peel-ply will be perforated so that excess resin can escape to the bleeder material above it.
Rolls or folds of bleeder material should also be placed in tight corners and several pieces may be required around the through-bag vacuum-pipe attachment, 'frog' or perforated hose, to keep it off the surface, so that the vacuum can indeed reach around it, into the bag.
If the part being fabricated is small enough, the plastic enclosure can simply be 'a thick plastic bag' If not, the poly material can alternatively be sealed to a flange on the mould or to a working table.
The major investment could be for the pump though even these are not that expensive. Even a small pump can be made to work on quite a large part if the bulk of air is first extracted with say a Shop-Vac® that moves large quantities at low vacuum. Incidentally, one can roughly calculate the approx. working vacuum of your Shop-Vac by checking to see how heavy a piece of flat metal it can pick up against a fairly airtight end of the suction hose. Then weigh the metal and check the hose diameter in inches. This simple formula will then give you an idea of the present vacuum.
or: Vacuum (psi) = (Weight of piece × 4) ÷ (3.14 × diam²)
Wrapping a piece of masking tape around the hose nozzle with its edge projecting just 1⁄64", will give a good seal to the metal. I checked my 30 yr old Shop‑Vac® recently and its 1" dia. tube managed to lift 1¼ lbs so I figured it was now only pulling about 1.3 psi of suction. They manage about 2 psig when new.
To improve things a bit, first clean the Vac out, tape up leaks and make sure the hose has no cracks or holes. Once the main bulk of air has been expelled from your lamination and the vacuum seriously started, all should be normally sealed tight in 10 minutes if the pump is man enough for the job. A vacuum pulling less than 1.5 psi of suction is hardly worth the time to set everything up, unless it all fits in a bag.
It starts to be worthwhile when sufficient to produce 2 psi of suction, and at 4+ psi, a professional moulding can be achieved. A very good option for most home vacuum-bagging jobs is the use of a Central-Vac motor, as this passes lots of air and can still produce 3–5 psig of suction depending on the model (84–140" water lift). This is much better and really needed for resin-infusion (see below).
The whole vacuum process is not as complex as it may sound and quite rewarding to observe. It's really low tech compared to the materials being used - and sometimes being wasted! As already mentioned, the idea is to compact and strengthen the laminate and at the same time, reduce its weight. Whereas a 50-60% weight of resin to fiber is normal with a hand layup ...40-45% is possible under vacuum. When used, excess resin is bled away to the bleeder cloth and then thrown away with the peel-ply as a scab.
With practice and experience, one will learn to apply less resin prior to sealing and save some of that waste. But always remember that while a 35-40% resin-fiber ratio may in certain cases be ideal (and achievable in a heated autoclave), a fiber area starved of resin is still weaker than one with too much. So as for most activities, going 'to the limit' (of dryness), significantly raises the risks.
Lamination of thin veneers, plywood, foam or honeycomb cores etc, can all be made lighter and stronger if vacuum-bagged together during curing.
In the case of some build systems (such as for CM and KSS) the complete panel for one side is sealed between either plastic sheets or a base table and a vacuum drawn to affect this bonding. In a case where there is an upper dry surface (like a plywood for CM), then no bleeder cloth or peel ply is required, although either a breather cloth or some other alternative (old rope or hose) will be needed to vacate air from all areas.
KSS = Kelsall Swiftbuild Sandwich (Derek Kelsall)
[See optional 'Construction Methods' on this site for more details]
As the KSS system will typically have a wet layup on the upper surface, a bleeder cloth and peel ply WILL be needed.
The exterior enclosure is typically made with just a polythene sheet of about 6 mil thickness and as already noted—generally sealed by using a double-sided tape on to a smooth, back surface—with duct tape or 'tackie tape' used to seal around where the vacuum hose enters under the plastic sheet and where pleats are incorporated.
Peel ply is a cloth that when laid up over a wet laminate, creates a surface that is more re-bondable, though it will still need some sanding for a good bond. It is available in different materials such as polyester or nylon. It will also serve to keep the loose ends of fiber down and therefore minimize sanding as well as allow one to squeegee the wet lay-up underneath, without moving the fibers around.
Certain controlled tests have shown that polyester peel ply is the better, safer choice. It seems that with certain epoxies, small shreds of nylon can grip to the epoxy, so reducing the bond to future layers. Peel plies using siloxane coatings, should also be avoided. —note added 2012.
They do not bond to the fiberglass layup, so can be peeled off when the job is done, without damage to the surface. So peel plies, although not always essential to the process, can make life a LOT easier.
Just another note about the pump: A vacuum (like a Shop-Vac®) works with an impeller and creates limited suction while passing lots of air. A central house vacuum is similar but is typically stronger by having 2nd or even 3rd stage impellers that double or triple the suction to about 4–5 psi. A vacuum 'pump' is quite different though and works more like a piston compressor - pumping air between two different pressures. They are fitted with cooling fins to remove the heat of compression and if the pump overheats it could shut down or seize. Its motor is a separate part however and that may have its own cooling fan.
It appears from what one contributor said, that pumping a lot of air with them can cause premature failure, which makes sense since more air being compressed creates more heat due to that compression, as well as more motor heating. For that reason, using a Shop‑Vac® to get rid of most of the air makes sense and then, ideally, switching to a vacuum pump for the long wait. Either way, adequate cooling air is required for all systems.
As noted earlier, a standard Shop-Vac® can only produce about 2 psi of suction, but even that is 288 lbs per sq. ft - which is more than the equivalent of loading a 2ft layer of concrete over your whole surface! And a Central-Vac system can nearly triple that; so don't underestimate what vacuum can do. The critical thing is that whatever suction or vacuum equipment is used, that it does not overheat and shut down before the epoxy cures—a good reason to use faster setting epoxies when vacuum bagging and also, for having a back-up unit on standby in case the first one fails or shuts down prematurely.
 When a composite boat is being built and the core material is in place, it is now commonly over-wrapped with plastic and a vacuum pulled to make certain that it's well bonded to the outer skin - here is a photo of that being done for the floor of the wing deck of a power catamaran. This is one of the more simple applications of vacuum bagging and is not dissimilar from enclosing the plywoods used in the Cyl. Mold system.
When a composite boat is being built and the core material is in place, it is now commonly over-wrapped with plastic and a vacuum pulled to make certain that it's well bonded to the outer skin - here is a photo of that being done for the floor of the wing deck of a power catamaran. This is one of the more simple applications of vacuum bagging and is not dissimilar from enclosing the plywoods used in the Cyl. Mold system.
As for many quasi-technical jobs, the secret to successful execution is in the preparation. Once the panel has been correctly laid up and the catalyzed resin in place, there is not a lot of time to get the parts positioned, hoses in position, the assembly sealed and the vacuum up and running. For that reason, it is wise to make a dry run of the sealing plan to be sure adequate materials are at hand and that a good seal can indeed be obtained. One might also want to consider having a small back-up generator on hand too, as a power failure at the wrong moment could scrap a large expensive laminate if there were inter-layer voids that totally depended on the vacuum to close them.
Resin-Infusion
Some boat-builders have now gone one step further and are using the same vacuum to actually draw-in resin at the same time, a process now commonly known as resin infusion. As the KSS system (described on this site as an optional Construction Method) now uses and promotes this approach, here is a rundown of what's involved.
This takes vacuum-bagging one significant step further by allowing the vacuum to suck the required resin through the dry laminate, rather than starting with it wet. The result can be a greatly improved fiber-to-resin ratio and therefore a lighter and stronger laminate.
But before rushing into this new process, it seems clear that one first needs experience with ordinary vacuum-bagging and then, another apprenticeship in all the tricks of making Resin-Infusion work for you.
While there are some clear benefits from using the process, there are also a number of risks, as quite a few things can go wrong that could scrap your masterpiece at significant expense. In order to give a better chance of success, both laminate materials and the type of foam to be used need to be selected with 'controlled resin flow' in mind. Closed cell foams or certain tight cloth weaves (particularly if Kevlar or carbon), can give unsatisfactory results and will require special care if specified.
Additional materials such as hose, valves, peel-ply, flow 'socks' and other embedded layers that promote adequate resin distribution, will also need to be budgeted for. In addition, a reliable and perhaps stronger vacuum/suction pump might be needed and a resin chosen for its low viscosity. (Vinyl-ester resin typically flows easier than epoxy. However, new formulations are being developed all the time and there are now some low-viscosity epoxies, such as PRIME 20LV and others, that can work fine with infusion.) Most resin-feed hoses will also require replacement prior to each job, as they will stay in place while the resin cures, both within and around them.
It should be noted that Derek Kelsall who developed his Swiftbuild Sandwich (KSS) system some years back, has now switched to using resin-infusion to further enhance his method and has succeeded to remove many of the potential risks by laminating panels on a flat table. This permits easier control of the resin flow and Derek claims to have 'not lost any panels to date', as various emergency solutions are open to him should something start to go amiss. [Derek often arranges workshops to demo his KSS system and then you can see one application of resin-infusion first hand. Some of the photos shown below are in fact from one of these workshops.]
One may wonder whether the advantages are worth the hassle.  Clearly, the market-driven, commercial boat building world currently seems to think so. But these advantages would seem to be more important for repeated applications in factory conditions, where the risks can be minimized by well rehearsed procedures, experienced personnel and properly set up equipment. For sure, the person leading such an operation needs to be well prepared, articulate, calm, neat, and well organized, and have at least a couple of good helpers available.
Clearly, the market-driven, commercial boat building world currently seems to think so. But these advantages would seem to be more important for repeated applications in factory conditions, where the risks can be minimized by well rehearsed procedures, experienced personnel and properly set up equipment. For sure, the person leading such an operation needs to be well prepared, articulate, calm, neat, and well organized, and have at least a couple of good helpers available.
While there are a bunch of small things that could go wrong, the main risks come from the relatively high potential of uneven distribution of resin and also getting air in the system that could totally stop the resin flow. But by using the system on a flat table (see KSS), many of these concerns can be more easily dealt with, so here is a brief description of how such a set-up should work.
 The main set-up difference compared to straight vacuum-bagging, is that the laminates are laid up dry and MUCH more time will be required to set up the resin distribution hoses, resin traps and in-bag distribution hoses or 'socks'.
The main set-up difference compared to straight vacuum-bagging, is that the laminates are laid up dry and MUCH more time will be required to set up the resin distribution hoses, resin traps and in-bag distribution hoses or 'socks'.
At a commercial yard, it is now becoming fairly common practice to seek consultation from one of the world-wide experts on 'composites and resin-infusion', obtain all the foam parts precut and marked as a kit and then follow a detailed written plan of how to lay out the various parts of the laminate before sealing a bag over the whole hull… but I'm getting ahead of myself.
 First of all, let's assume you have consulted with a reliable user/supplier and decided on the best materials to use in order to give good resin distribution the best chance. (In the special case of the KSS system, Derek Kelsall recommends the use of more economically available 'shade cloth' as a resin distribution media—see photo.)
First of all, let's assume you have consulted with a reliable user/supplier and decided on the best materials to use in order to give good resin distribution the best chance. (In the special case of the KSS system, Derek Kelsall recommends the use of more economically available 'shade cloth' as a resin distribution media—see photo.)
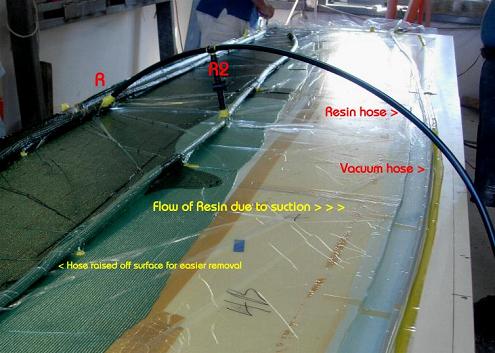
Multiple buckets less than ½ full, are normally used to prevent excess 'chemical heat' from setting off the resin batch too early, so the resin will flow from these buckets, up hoses and pass into the laminate through sealed holes in the poly-sheet into either spiral distribution hoses or hoses with drilled perforations, that first fill to the end and then 'leak' out resin along their length. There are also flat porous 'socks' available that do much the same thing. These distribution hoses must also be wrapped with peel ply as they are to be removed afterwards.
 On the opposite side of the mould, or at some reasonable distance away (generally less than 2ft from a resin-supply branch) will be vacuum hoses also designed or drilled with many air inlets, as you want the resin to be pulled evenly across the laminate and towards these hoses by the suction developed. Before the vacuum is turned on, the vacuum hose would be led to a sealed container that will act as a resin trap. From inside the top of that closed container, would run a clean, dry (you hope) hose to the vacuum pump. You don't want resin of any sort in there!
On the opposite side of the mould, or at some reasonable distance away (generally less than 2ft from a resin-supply branch) will be vacuum hoses also designed or drilled with many air inlets, as you want the resin to be pulled evenly across the laminate and towards these hoses by the suction developed. Before the vacuum is turned on, the vacuum hose would be led to a sealed container that will act as a resin trap. From inside the top of that closed container, would run a clean, dry (you hope) hose to the vacuum pump. You don't want resin of any sort in there!
Initially, you'd shut off the resin flow from the bucket while you test the vacuum and seal off all the leaks.
 Once ready, you run the pump to create a strong vacuum within the laminate and then open the line from the now catalyzed resin and watch the resin flow across the laminate—with the excess returning through the vacuum line, into the resin trap. Ideally, you try to prevent any resin from entering the vacuum hose so that it can be reused—but in some tight areas that may just not be possible.
Once ready, you run the pump to create a strong vacuum within the laminate and then open the line from the now catalyzed resin and watch the resin flow across the laminate—with the excess returning through the vacuum line, into the resin trap. Ideally, you try to prevent any resin from entering the vacuum hose so that it can be reused—but in some tight areas that may just not be possible.
To set some standards for any particular lamination, one would have a clock running and at fixed periods (say 2 mins), mark on the poly sheet with a black marker just where the resin flow had reached at that moment. You'd then have some base to compare progress with previous tests or other similar work. Once it's all cured, you remove the seals, plastic and peel ply etc and your panel is complete.
Advantages
Resin-infusion is 'all the rage' right now for commercial boat building. The advantages claimed are a lighter, stronger laminate and of course the reduced exposure to the health hazards of both polyester and epoxy, through the 'undercover' input of the resin chosen. Polyester resin works just fine in this application as it's not only generally less viscous but it's also 1⁄3 the cost of epoxy and still has adequate physical properties, well proven by over 50 years of successful use. Certain hi-tech designs will still no doubt justifiably use the more fatigue and water-resistant epoxy, but the use of a lower cost vinyl-ester would seem a good compromise, given its proven resistance to osmosis and surface blistering. Epoxy is more toxic than its mild smell would have us believe.
Disadvantages
The potential weight saving is not a guaranteed thing. For example, when foam or balsa core material is laid into a hull with much curvature, it requires kerfs (cuts) in the back of the panels and apart from causing potential problems from undesirable 'bypass' resin flow, these kerfs need a considerable amount of resin to fill them—adding weight back in. Then there is the considerably increased set-up time to very accurately fit and position all the laminates and flow control layers. Sample testing is essential too. This is an "all or nothing" process and just HAS to be done right the first time. Plus all the hoses, valves, resin pots and traps that are needed.
But there is NO doubt in my mind that setting this up on a flat table as called for by the KSS system, can significantly reduce both time and risk and make this process simpler, more controllable and therefore far more doable. So flat panel work can more easily justify use of the process by relative novices.
With resin often coming to the surface from the back of the laminate, resin-infusion can induce some cloth print-through. For that reason, Derek Kelsall recommends to not use a finish gel coat but to use a sandable one that permits sanding and finishing with a paint system. That will generally cover up any cloth print-through.
One thing I do NOT like about resin-infusion is that the system is extremely wasteful on environmentally difficult materials—such as the polywraps, peel ply and hoses that must be scrapped after EVERY layup. A better solution is required for this in my view.
If you want more details of this general method, the Fibre Glast Development Corp. that sells all related materials, has posted a 14‑page document on the process at: www.fibreglast.com/product/LC_021 and I am sure there are others.
If anyone is really into Resin-Infusion they will be interested to know that there are now new software programs available (and being constantly refined and improved), that attempt to predict the actual flow of the resin during infusion. One of these is the RTM-Worx program by Polyworx and if one goes to their site, you can read about the infusion of a Dutch boat using carbon fiber and epoxy, that was software simulated. See www.polyworx.com/apz/dcarbon/
More specific info on the KSS system itself will be posted soon, under optional Construction Methods #6.
For Central Vacuum Systems, see www.builtinvacuum.com or www.canavac.com
==========================================================================================
UPDATE Note (2019)
Since this article was first compiled 10 years back (2009), the more common use of Resin Infusion has brought about advancements in materials, equipment and methods, even if the basics have stayed much the same. More recently, a fine series of videos has been produced by some fellow countrymen in the UK and if the reader is interested in personally trying Resin-Infusion or just wanting to learn more about it, it would be hard to do better than to watch the series of videos posted by Easy Composites - UK that cover both 'Vacuum-Bagging' and 'Resin Infusion', plus their detailed series of 3 videos that cover the building of a fairly complex carbon fiber car panel part, that clearly shows what's involved. These videos will also guide you as to what equipment and materials are now available to make these tasks easier, so here is the link for PART 1 of the Car Panel Videos. The remaining videos follow on automatically or are available through their website www.EasyComposites.co.uk
Although these videos are not specifically for boat or boat parts, they are very instructional and the methods shown can equally apply to small boats and parts. Enjoy.
============================================
Read more Construction Tips & Techniques.
"New articles, comments and references will be added periodically as new questions are answered and other info comes in relative to this subject, so you're invited to revisit and participate." —webmaster
"See the Copyright Information & Legal Disclaimer page for copyright info and use of ANY part of this text or article"