


Strip Cedar Planking (including strip planking with Balsa)
Strip Cedar is a method commonly used today for kayaks and canoes but as one of the main advantages is that practical any shape can be created, some very interesting multihulls have been built with the same concept. The fact that it uses wood along with relatively simple techniques and tools, permits builders of minimal skill to have success. However, the system is quite labor intensive and therefore best for one-off efforts and the completed boat generally somewhat heavier than competing systems that use a lighter core.
Basically, the boat is built 'core first', with a very simple building jig being used made up of station templates cut in plywood or chipboard from the designer's plans. While canoes etc are built over a male station templates, multihulls are more typically built in a female mould representing ½ the completed hull, with an erection joint down the centerline (see later).
Along with a description of the various steps, some of the pictures you will see are of a Farrier F-25A under construction—a fine example built by West Coast engineer Mike Wright, who kindly granted permission to use these images.
The Construction Process
As is typical of almost any home boat project, one starts with constructing a building baseframe (some call this, a strongback) on which transverse templates are positioned. These are  made of any rigid sheet material like chipboard, melamine panels or plywood etc. This particular set up (see photo) shows a very robust frame that incorporates plywood, and thin battens have been duct-taped to the edge of the station templates to fair their curvature.
made of any rigid sheet material like chipboard, melamine panels or plywood etc. This particular set up (see photo) shows a very robust frame that incorporates plywood, and thin battens have been duct-taped to the edge of the station templates to fair their curvature.
Generally the designer supplies full size paper patterns for these frames and their shape is transferred over to the plywood along with a datum line or two, including the centerline of the part to the created. The stem and sternpiece (or transom) are also cut out and these are generally the first parts to be set up on the building frame, as they define the fore and aft ends of the boat. The plans will show where and how to position these end parts. Sometimes the stem is made up of laminations that are clamped in place to part of the building frame.
Between the stem and stern, there will typically be anywhere from 9 to 19 stations to set up on the frame. Their height and location will be critical and they must be absolutely vertical and set up perfectly square to the centerline, as it is these sections that will dictate the hull shape and its symmetry.
The next step will be the creation of the wood strips that will be laid over the mould.
Wood Strips
These are most commonly made of lightweight, straight grained red or white cedar. While a canoe might use strips of only ¼ × ¾", a larger boat like a 25' trimaran or this 31' catamaran will require larger strips—certainly thicker.
 These two beautiful 31' catamarans (designed by John Shuttleworth UK), were built by high-school students in Switzerland as an education project, under the instruction and guidance of their teacher and the designer himself.
These two beautiful 31' catamarans (designed by John Shuttleworth UK), were built by high-school students in Switzerland as an education project, under the instruction and guidance of their teacher and the designer himself.
Although the strip thickness will generally stay constant (½" for these 31' cats), they can also vary in width, with wider strips being used where the surface has less curvature flat. In this example, strips up to 1.5" wide were used. The long abutting edges of the strips can either be square or can be pre-machined (typically by a bench-mounted router) with a rounded bead on one side and a matching cove in the other. The latter is the preferred method as it takes less filler glue.
 The sketch shown here (CLICK for a larger image) not only shows the cove and bead design, but also shows a premium 'classic' strip (at left) that is machined with a convex surface and used for some canoes where the bilge radius is tight. It avoids any risk of sanding away too much wood at the joint, though this is unlikely to be an issue for a larger boat with more gentle sectional curves.
The sketch shown here (CLICK for a larger image) not only shows the cove and bead design, but also shows a premium 'classic' strip (at left) that is machined with a convex surface and used for some canoes where the bilge radius is tight. It avoids any risk of sanding away too much wood at the joint, though this is unlikely to be an issue for a larger boat with more gentle sectional curves.
Typically, one starts by laying a strip around the hull roughly through the bilge area and then working from that strip towards both the keel and the gunwale. Alternatively, one can cover the bottom by starting at the keel and working towards the 1st strip at the bilge—tapering the ends of each strip to fit. Bonding will vary depending on boat size and duty.
For small boats, one can use the inexpensive, cream, water-soluble, carpenters glue applied to the edge of each strip, although for a larger boat, it's more typical and stronger to use a thickened epoxy. (There is also Boatcraft's Purbond one-part polyurethane adhesive for edge gluing that can save some time and money.) The strips can be held in place with staples passed through into the station moulds or with small brads edge-nailed into the adjacent strip. If using staples, one should staple through a length of tape or packing strap, so that pulling on this tape later will greatly assist in removing these staples after the joint glue is hard. By using a cove and bead strip, adjacent strips will stay aligned better while the glue hardens.
 Just a warning here. This will only occur IF the beads and coves are machined central to the strip itself, so one has to be very careful if machining these yourself (generally with a table mounted router), that the bead and cove are cut straight and consistently, down the center of the strip—not always an easy task.
Just a warning here. This will only occur IF the beads and coves are machined central to the strip itself, so one has to be very careful if machining these yourself (generally with a table mounted router), that the bead and cove are cut straight and consistently, down the center of the strip—not always an easy task.
If one selects to use a square edge rectangular strip (which is generally easier to prepare), then the self aligning feature is lost. So in order to keep each strip level with its neighbor, small pins are typically used to hold each new strip flush in place, either to its neighbor or to the mould itself. Spring clamps (we never have enough) can be helpful here also.
As you work, it's important to clean off any excess glue a.s.a.p as this will reduce the finishing work later and there's already more than enough of this with the strip cedar method.
 More complex shapes will require some filling in of central areas with shorter strips. After all the strips are in place, one pulls all the nails and staples and cleans of any excess glue. Holes are filled, the surface sanded smooth and fair and then vacuumed clean of all dust prior to applying two coats of epoxy to seal the bare wood. Fiberglass cloth (typically a 6oz cloth for small boats but often a heavier bi-axial cloth for larger ones) is then laid on and epoxy worked through it until it is quite clear and transparent. Once cured, the work of fairing will continue and this is where the strip cedar system gets pretty labor intensive and raising lots of dust.
More complex shapes will require some filling in of central areas with shorter strips. After all the strips are in place, one pulls all the nails and staples and cleans of any excess glue. Holes are filled, the surface sanded smooth and fair and then vacuumed clean of all dust prior to applying two coats of epoxy to seal the bare wood. Fiberglass cloth (typically a 6oz cloth for small boats but often a heavier bi-axial cloth for larger ones) is then laid on and epoxy worked through it until it is quite clear and transparent. Once cured, the work of fairing will continue and this is where the strip cedar system gets pretty labor intensive and raising lots of dust.
 On a larger boat like this trimaran, it is generally considered more time-effective to build in most of the interior bulkheads and floor while the hull skin is still supported in the mould. At least the work is 'downhand', though considerable care must be taken to position parts precisely, as the two halves of the hull must line up accurately when assembled together.
On a larger boat like this trimaran, it is generally considered more time-effective to build in most of the interior bulkheads and floor while the hull skin is still supported in the mould. At least the work is 'downhand', though considerable care must be taken to position parts precisely, as the two halves of the hull must line up accurately when assembled together.
Although the process for building strip plank boats is really quite simple, it does take time, since everything is done by hand, with the surface added each time being relatively small. However, it's a system that works well for those with only short periods of time available as one can simple add a pair of strips, leave them clamped and then take a break. It will take between 100 and 200 hours for an amateur to complete a small boat but considerably more for a larger multihull.
 This F25A took about 2 years for the three hulls (part-time of course) but in this case, the three hulls were immaculately finished by a perfectionist (see later photo) and THAT can really burn up the hours. But, other than the sanding and fairing, strip cedar construction is an enjoyable and rewarding experience. You can probably save about 30% on hull material cost by making your own strips, but if they are not made well, you can take a LOT more hours to fit and fair them so each builder needs to carefully and honestly evaluate their personal abilities. As for all hull construction methods, regardless of the time taken, this part of the building is STILL a small part of the total so even if this system took TWICE as long as another, the additional percentage overall would be closer to 20%.
This F25A took about 2 years for the three hulls (part-time of course) but in this case, the three hulls were immaculately finished by a perfectionist (see later photo) and THAT can really burn up the hours. But, other than the sanding and fairing, strip cedar construction is an enjoyable and rewarding experience. You can probably save about 30% on hull material cost by making your own strips, but if they are not made well, you can take a LOT more hours to fit and fair them so each builder needs to carefully and honestly evaluate their personal abilities. As for all hull construction methods, regardless of the time taken, this part of the building is STILL a small part of the total so even if this system took TWICE as long as another, the additional percentage overall would be closer to 20%.
So the advantages of this system are these:
- The ability to build almost any shape
- Excellent strength and rigidity with reasonable weight

- Suitability for someone with only short periods of worktime available
- A relatively low skill level required with minimal tools
- Produces a rugged shell with integral buoyancy and excellent impact resistance
The disadvantages are:
- Very time consuming and labor intensive to finish and fair
- Fairly expensive if strips are bought pre-machined
- Heavier than options that use foam as a core
But if the work IS put into it, the results can be totally professional. Look at the fine finish on these hulls by first time builder Mike Wright.


Woods for Strip planking
We have become aware of an interesting new wood option for strip-planking. It's called Kiri (or Paulownia)) and comes from China, with initial exports presently going to Australia. Sooner or later it will reach North America and then we can do some comparative testing. For now the early feedback from Australia is good, as over there this wood is generally less expensive than their imported red cedar. Its estimated 15-20% lower strength will rarely be a problem as a core material, except that in areas of high compression, it might be prudent to use a denser wood, rather as you would with a foam core. (Even with a cedar core, it's advisable to use plywood inserts in way of winches and cleats etc.)
On the average, it appears to be about 15% lighter than western red cedar, making it about the same as northern white cedar and if used throughout for the hulls of say a 22‑footer, that could mean an overall core weight saving of about 50 lbs over red cedar.
To put this in perspective, weights of core material options look approximately like this—though specific samples can vary as much as 20% from these figures:| Red Cedar Kiri White Cedar Balsa Divinycell® Foam Airex® R82.80 Honeycomb |
24 lbs/ft³ 20 lbs/ft³ 21 lbs/ft³ 10 lbs/ft³ 2.5–12.5 lbs/ft³ 5 lbs/ft³ 4 lbs/ft³ |
The strength and stiffness of Kiri will likely also be about 15-18% less than red cedar, again something close to that of northern white cedar. As far as a comparison between Northern (or Eastern) white cedar and Western red cedar, it seems to depend on where you come from and what you're selling!—with the east claiming that Northern white cedar lasts longer than red cedar, while the west claim that their red cedar is stronger and more durable. For sure, red cedar is a much taller tree, so it's easier to get knot-free wood, but the sought-after red beauty of the wood does makes it more expensive. White cedar is much smaller and therefore has more knots in the peripheral wood. However they are quite small and less likely to fall out than the larger ones of the red species. Red cedar is typically of straighter grain but tends to split easily. Both species have been used successfully for strip planking with the richer red cedar being preferred for a clear-finished boat while the northern white cedar generally being less expensive, especially if you live in the area where it's more plentiful (such as Quebec and Maine in North America).
Always keep in mind, particularly with coniferous trees, that there is often a significant variation in weight, strength and durability and that one needs to carefully check the stock from which you intend to buy. You may find 'some' northern white cedar even heavier and stronger than 'some' western red cedar—though the reverse is more typical. Either way, you need to make sure your wood is dry and well seasoned.
Balsa Stripping
Another stripping material used quite often is Durakore—balsa with thin mahogany skins (1⁄20") that is cut into strips say 1–1½" wide. (This used to be a suggested option for some of Farrier's designs and still preferred by some.) Balsa is a unique material and before going farther, it's worth looking at it closer, so here's my take on things.
A critical look at BALSA
Balsa was first used in boats back in the late 50s, shortly after FRP became popular, so this is not a new material by any means. As it's still in use today, we need to take a look at just why that is, examine its performance—where it works and, where it doesn't.
First, for those not familiar with 'how' it's used, we need to understand that in the flat form as used for model planes etc, it would be almost useless for boats. So first, just imagine taking say 100 battens of balsa, each about 2" × 2" and gluing them all together along their length in a stack 20" square. Once solid, now imagine slicing them up from one end to make slabs that look like kitchen cutting boards except that the slices might be only ½" thick. If we lay these on the floor, we'd now have slabs that are more like a 20" square cork mat. If we stand on them, we are now standing on the end of what is now vertical grain and it's in THIS direction, that dry balsa can perform so admirably. If our 'mats' are now all joined together, we'll have 'a sheet of end-grain balsa' and that's what is sold in various forms and thickness, to be used as core material in fiberglass boats.
Balsa is light, comes from a replaceable resource (grows fast—mostly in Central America), gives good sound and thermal insulation and effectively damps vibration. As core materials go, it's also one of the cheaper ones and with lots of heavy marketing, this is one of the reasons it's been used so much.
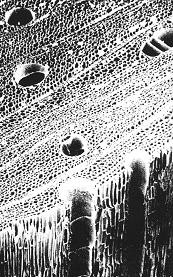 But there are issues and these can be serious. As it's a natural growing material, its structure is not consistent tree to tree and even its cell structure can have open cells that invite moisture penetration, especially as the panels being used are sliced with open end grain. (see photo)
But there are issues and these can be serious. As it's a natural growing material, its structure is not consistent tree to tree and even its cell structure can have open cells that invite moisture penetration, especially as the panels being used are sliced with open end grain. (see photo)
This variation, also means that its weight can vary too and it does—from as little as 5, up to 20 lbs/cu.ft—with structural values naturally varying too. (Note that manufacturers do their best to sort different base densities and certainly manufacture sheets with much closer tolerances than the extremes given.)
But the major issue for a boat, is the infiltration of water because once it gets inside the pores, not only do the fine theoretical properties disappear but it's VERY hard to dry out if not impossible, and almost always results in rot over the longer term.
So what can be done? Well, in the first place, one needs to use epoxy resin with its improved barrier against moisture compared to regular polyester. The second thing is to combine balsa with a fairly significant skin on both sides that will resist water penetration over the required life of the boat. This could be achieved with more layers of fibreglass laminate but that can end up a heavy solution, particularly as bonding the end grain surface of balsa can absorb a fair amount of resin.
 So faced with this dilemma, the balsa manufacturers came up with the concept of bonding a thin layer of gaboon mahogany over the balsa end grain (both sides) and then making this available either in sheets (for bulkheads etc) or in narrow pre-cut strips for hulls. One such product is sold under the name of Durakore, with the 8' length strips being end-connected through finger joints. (see photo)
So faced with this dilemma, the balsa manufacturers came up with the concept of bonding a thin layer of gaboon mahogany over the balsa end grain (both sides) and then making this available either in sheets (for bulkheads etc) or in narrow pre-cut strips for hulls. One such product is sold under the name of Durakore, with the 8' length strips being end-connected through finger joints. (see photo)
But this end grain protection skin is still typically only 1⁄20" thick and during the sanding-fairing process, might well end up thinner than that or even none at all. In the early days, Dick Newick tells me that the manufacturer actually bonded on TWO skins on each side for extra security and that's how his racer 'Ocean Surfer' was constructed in '86/87—the first boat to use DuraKore in North America. But coupled with a substantial fibreglass skin, this boat was heavier than Dick would have liked, though certainly built more resistant to water penetration than 'the average' balsa core boat. (The extra 'skins' also introduce more surfaces that might delaminate in time, so that's another thing to consider.)
 The Baltek Corp that manufactures balsa sheets for boats, also produces a sheet of end-grain balsa that is flexible. This is achieved by bonding a scrim over the whole panel, but not bonding all the balsa pieces to each other. This product called ContourKore, has been used for 1000s of monohulls over the years, including the famous J-24s starting back in 1978. Overall, these have been pretty successful and I think that's mainly due to the fact that the skins were pretty heavy compared to the core—two 1⁄8" skins over a 3⁄8" balsa core. This certainly has helped to exclude moisture, and also keep in mind that most J-24s are dry sailed—not left afloat.
The Baltek Corp that manufactures balsa sheets for boats, also produces a sheet of end-grain balsa that is flexible. This is achieved by bonding a scrim over the whole panel, but not bonding all the balsa pieces to each other. This product called ContourKore, has been used for 1000s of monohulls over the years, including the famous J-24s starting back in 1978. Overall, these have been pretty successful and I think that's mainly due to the fact that the skins were pretty heavy compared to the core—two 1⁄8" skins over a 3⁄8" balsa core. This certainly has helped to exclude moisture, and also keep in mind that most J-24s are dry sailed—not left afloat.
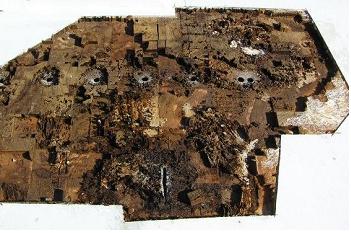
But a light multihull would not normally have such a solid layup and with thinner skins, the risk of water infiltration just increases. There's not a surveyor out there who has not seen waterlogged balsa and after a while, we become very reluctant to specific balsa for any new designs. Here for example, is a balsa deck where water has entered via a chainplate. You can see the chainplate slot - but also notice just how far in the rot has spread.
But what about all the tests and publicity from Baltek that show there is no problem? Well to be honest, I do have a problem with a lot of it.
 While the test figures may indeed be correctly recorded, they do not consider the whole picture. For example, one test 'proves without a doubt' that there's no transfer of water laterally through the cell walls. Fine—but when the bond to the skin breaks down, the water can readily spread to wherever it wants and soon soaks the whole area. Once wet, the structure then collapses under load and the whole area stays wet and rots, until it's opened up and replaced. Some of their test result graphs show balsa results far off the graph, whereas other materials are struggling to survive! In fact, that's not the way things have developed and we now see a resurgence of 'old' foams such as the semi-flexible PVC along with slightly more rigid SAN foams like Corecell doing very well despite the wealth of literature from balsa suppliers that shows these products as inferior. This is especially true when combined with the super thin skins resulting from the use of carbon fiber etc.
While the test figures may indeed be correctly recorded, they do not consider the whole picture. For example, one test 'proves without a doubt' that there's no transfer of water laterally through the cell walls. Fine—but when the bond to the skin breaks down, the water can readily spread to wherever it wants and soon soaks the whole area. Once wet, the structure then collapses under load and the whole area stays wet and rots, until it's opened up and replaced. Some of their test result graphs show balsa results far off the graph, whereas other materials are struggling to survive! In fact, that's not the way things have developed and we now see a resurgence of 'old' foams such as the semi-flexible PVC along with slightly more rigid SAN foams like Corecell doing very well despite the wealth of literature from balsa suppliers that shows these products as inferior. This is especially true when combined with the super thin skins resulting from the use of carbon fiber etc.
The bottom line is that ideally, foams need to be closed cell to block all water transfer, be fatigue resistant and also able to absorb internal dynamic stresses as the sandwich gets pulled, pushed and sheared from various changing sail-induced forces and additionally pounded from waves and impacts at speed. Balsa struggles with some of that and once water gets to it, it's in trouble. If you have deck areas or topsides that have virtually no through-skin penetrations, then balsa can serve well. It has produced thousands of relatively light, rigid, well performing boats—but boats whose lifespan is limited to how long water is kept out of the core. Some have been fortunate; you just have to be aware of the risk. In way of all through attachments, it's best to replace balsa core with something more solid and more water resistant as typically, that is where the problems begin.
Foams can also be used in strips and laid up over or within a mold, just as cedar or balsa strips are. In this case they are generally bonded to each other and temporarily held in place with wooden tooth picks until the strip adhesive has cured sufficiently. For more on this, see Method #8 - Foam core over mold
"New articles, comments and references will be added periodically as new questions are answered and other info comes in relative to this subject, so you're invited to revisit and participate." —webmaster
"See the Copyright Information & Legal Disclaimer page for copyright info and use of ANY part of this text or article"